It has been more than a decade since the EU released the Restriction of Hazardous Substances (RoHS) directive that constrains the use of a handful of substances in electronic equipment, with lead being the most prominent. And during the course of these 11 years, the rest of the world has jumped on the bandwagon. Moving to compliance with RoHS took more than education; it also involved working through material features and challenges, as well as finding processes that would support new requirements and extreme conditions found in manufacturing. Finally, it also meant better understanding of the terms “compliant,” “non-compliant” and “compatible.”
Simply put, RoHS compliance under the initial directive indicated that a component was free of six hazardous substances: lead, mercury, cadmium, hexavalent chromium, PBB, and PBDE. Under RoHS, the PCB assembly process requires that none of the hazardous materials listed in the RoHS directive be used in a board, components or solder. In addition to being free of the hazardous substances, RoHS compatibility requires that a component be able to handle higher solder temperatures used in RoHS board assembly, at least 30 ºC higher than tin-lead. And unfortunately, some RoHS-compliant components cannot handle the elevated temperatures. There are also many other challenges. Even a board’s finish requires significant modification to be compliant with lead-free and RoHS standards. Unfortunately, compliance does not mean compatibility with the manufacturing process.
Popcorn—It’s Not Just a Snack at the Movie Theater
So, what happened when lead solder was replaced? It wasn’t pretty. Components with any moisture—such as aluminum electrolytic capacitors—bulged, blew electrolyte out of seals, or just plain blew apart. Such ceramic components as resistors, inductors and capacitors cracked during the cooling process, after the PCB shrank at one rate and the components shrank at another. Components warped, plastic degraded and components delaminated and failed when moisture absorbed by the plastic package turned to steam—known as the popcorn effect.
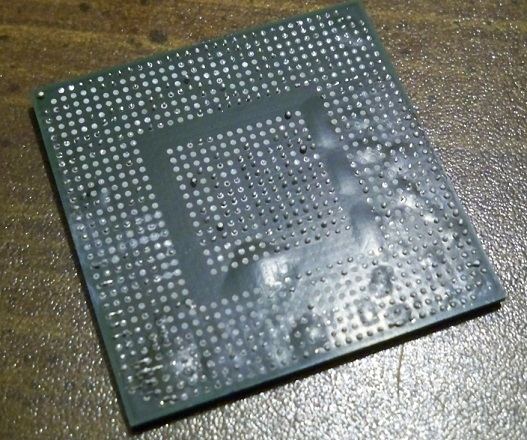
Figure 1: A BGA component showing the popcorn effect. (Source: Wikimedia)
Given the number of exempt products and industry segments, mixed-metal manufacturing is common. However, since the industry in general is moving rapidly toward greater adherence to RoHS, there is a disconnect between lead-free finished products and devices that are now the norm. As such, finding lead finish for exempt product manufacturing can be problematic. Assembly may opt to use Pb-free components or PCBs, and the results can be disastrous.
For example, when using lead-free bumped-array devices within a SnPb process, SnPb solder paste becomes liquid at 183 °C, but the Pb-free SAC alloys used in bump-array devices need temperatures of 217 °C. When these lead-free bumps are processed at tin-lead temperatures, incomplete bump melting or even collapsing can occur. Reliability can be greatly compromised by resulting premature joint cracking and early thermal fatigue.
The questions to answer when dealing with RoHS vs. non-RoHS compliance include such PCB-based questions as:
• Can the PCB to be used withstand process temperatures?
• Is there moisture sensitivity?
• What are the properties of the PCB, i.e. thickness, surface finish, temperature, etc.?
Component-based considerations include (but are not limited to) material of the solder ball for area-array packages, ID and inventory management, maximum temperatures and moisture sensitivities. Finally, for the actual processing, considerations include alloy melting temperature, flux content, viscosity, thermal issues, rework temperature, lead-free solder wires and board support on the conveyor for reflow soldering.
The Evolution of RoHS—Then There Were Ten
RoHS 2 is the 2011 recast of the original EU RoHS directive. Often called the RoHS Recast, it is officially known as Directive 2011/65/EU, adopted June 8, 2011, covering the Restriction of the Use of Certain Hazardous Substances in EEE. It was published in the Official Journal of the European Union on July 1, 2011 and enforced on July 21, 2011. This recast placed military equipment, large-scale stationary industrial tools, large-scale fixed installations, active implantable medical devices and photovoltaic panels, as well as batteries and package materials, out of the scope of the directive.
More recently, hot off the presses, is EU Directive 2015/863, which amends RoHS to restrict four more substances that are typically used as plasticizers to soften plastics:
• Bis(2-Ethylhexyl) phthalate (DEHP): max 0.1 percent;
• Benzyl butyl phthalate (BBP): max 0.1 percent;
• Dibutyl phthalate (DBP): max 0.1 percent;
• Disobutyl phthalate (DIBP): max 0.1 percent.
Maximum concentrations shown apply to each material and not to a product or part. The new restrictions will go into effect on July 22, 2019 for all electrical and electronic equipment except for medical devices and monitoring and control equipment, which will have until July 22, 2021 to comply.
Is it Worth It?
In a word, yes. The RoHS directive was passed to substantially restrict the use of chemical pollutants that leaked out of electronic products in landfills in Europe and China. RoHS has eliminated thousands of tons of banned substances from potential release into the environment. It has also heightened awareness across the electronics industry of toxicity in products. While the directive started in the EU, it has moved to become a global effort.
Compliance and compatibility challenges are best solved in partnership between a company and manufacturer, as fees, penalties and problems are often too substantial to be faced solely by the producing company.
By: Carolyn Mathas
Advertisement
Learn more about Advanced Assembly




